13567515255
13567515255

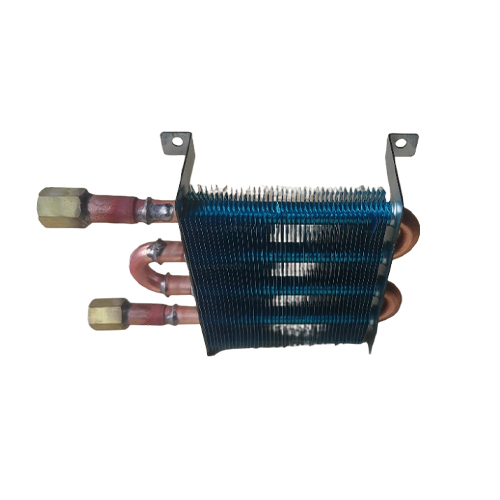
新昌县吉鑫制冷设备有限公司为您主要提供冷干机用冷凝器,不锈钢铜翅片冷凝器,油冷机用散热器等相关的展示和信息更新,欢迎您的收藏。


 全国服务热线
全国服务热线
不锈钢铜翅片冷凝器的维护需结合日常清洁、深度保养、安全操作及特殊工况防护,具体方法如下:
一、日常清洁与检查
表面清洁
自然对流型:每月用软毛刷或压缩空气清理翅片表面灰尘,防止堵塞。若环境灰尘较大,可每周清理一次。
强制对流型:每日检查风机叶片积尘,每周用清水或专用清洗剂冲洗翅片,确保风量充足。
注意:清洗时避免使用硬物刮擦翅片,防止变形影响散热效率。
内部水垢处理
若管程通入冷却水,需在进水口安装滤网(孔径≤2mm),每日清理泥沙、藻类等杂质。
雨季或水质较差时,在冷却水中添加缓蚀阻垢剂(如聚磷酸盐类,浓度10-20mg/L),减少水垢生成。
化学清洗:针对顽固水垢,可配制5%-8%柠檬酸溶液(温度40-50℃),循环浸泡2-4小时后用清水冲洗至中性(pH=6-7)。禁止使用浓盐酸、硝酸等强腐蚀性试剂。
参数监控
每日记录冷凝器进出口介质的温度、压力、流量等参数。若发现以下异常需立即停机排查:
换热温差突然缩小(如设计温差15℃,实际降至8℃以下),可能是列管结垢导致换热效率下降;
壳程压力异常升高,可能是列管堵塞或封头杂物堆积。
二、定期深度保养
列管清洁
物理清洗:每1-3个月对列管进行一次彻底清洁。
针对无机盐结垢(如碳酸钙、硫酸钙),采用高压水射流清洗(压力8-15MPa,喷嘴直径2-5mm),从管程两端逐一冲洗列管内壁。
若列管内径较小(≤20mm),可使用专用尼龙刷(刷头直径略大于列管内径)手动通管,避免划伤不锈钢内壁。
化学清洗:针对有机物结垢(如油脂、树脂)或顽固水垢,按上述化学清洗流程操作。
密封与焊接检查
拆卸封头,检查密封垫片有无裂纹、变形或硬化,若有则更换同规格垫片。安装时需在垫片两面均匀涂抹耐高温密封胶(如硅酮密封胶,耐温-60-200℃)。
检查管板与列管的焊接处,若发现焊缝腐蚀或渗漏,需用不锈钢焊条(如304材质对应E308焊条)补焊,焊后进行抛光处理,避免形成腐蚀死角。
壳体与外部部件保养
每周用抹布擦拭冷凝器壳体外壁,去除灰尘、油污。若发现壳体表面有划痕或锈迹,需用砂纸(400目以上)打磨后涂抹不锈钢专用防锈漆(如环氧富锌漆)。
检查支座与地脚螺栓,若出现松动需及时紧固,避免设备运行时振动过大导致列管变形。
寒冷地区冬季停机后,需排空壳程与管程内的介质,防止冻胀损坏列管。
三、安全操作规范
清洗前准备
完全隔离系统,关闭电源、阀门并挂上警示牌。
对冷凝器进行充分泄压和冷却,防止高温或高压导致人员受伤。
操作人员需佩戴防护眼镜、橡胶手套、防酸服等劳保用品。
化学清洗安全
酸洗法除垢时,需在酸洗槽内配制好除垢溶液,开动酸洗泵使溶液在冷凝器的冷凝管中循环流动。清洗完成后,用1%苛性钠溶液或碳酸钠溶液循环清洗15分钟,中和残留酸液,最后用清水冲洗干净。
禁止将酸液直接排入下水道,需按环保要求处理废液。
应急处理
发现制冷剂泄漏时,立即关闭阀门,通风后处理,避免吸入有毒。
冷凝器过热时,勿直接用水冷却,防止热应力导致开裂。
四、特殊工况保养
腐蚀性介质处理
若冷凝器用于处理酸性、碱性介质,需选用316L不锈钢列管,并在列管内壁喷涂聚四氟乙烯涂层(厚度50-100μm),增强抗腐蚀能力。
每3个月检测列管腐蚀情况:采用超声波测厚仪测量列管壁厚,若壁厚减薄量超过原始厚度的10%,需及时更换列管。
高温高压工况
用于蒸汽冷凝、高温工艺介质冷却时,需加强温度压力监控。
每年度对列管进行水压试验,保压30分钟无渗漏,确保设备耐压性能达标。
五、维护记录与档案管理
每次保养需详细记录“保养日期、保养内容、更换部件、检测数据”,形成设备保养档案,便于追溯故障原因。
制定应急预案,如突发泄漏时的停机流程、备用冷凝器切换方案,减少生产损失。


 联系人:刘经理
联系人:刘经理
 联系电话:13567515255
联系电话:13567515255
 邮箱:1092273444@qq.com
邮箱:1092273444@qq.com
 地址:浙江省绍兴市新昌县岙坑路1号
地址:浙江省绍兴市新昌县岙坑路1号
Copyright©www.jixinref.com ( 点击复制 )新昌县吉鑫制冷设备有限公司
冷干机用冷凝器怎么样?不锈钢铜翅片冷凝器哪家便宜?油冷机用散热器哪家好?新昌县吉鑫制冷设备有限公司主要提供冷干机用冷凝器,不锈钢铜翅片冷凝器,油冷机用散热器
Powered by 
热门城市推广: